| Jetzt fliegen die Späne im neuen Schwenkkopf-Bearbeitungszentrum | |||||
| |||||
| |||||
Drehbock der euro-Maus 3 - eingespannt im neuen AXA Bearbeitungszentrum Nachdem die neue und hochmoderne Spanbearbeitungsmaschine in unseren Werkshallen Ihren Platz gefunden hatte, folgte die Justierung, Kalibrierung und Programmierung. Mittlerweile fliegen im 3--Schichtbetrieb die Späne, wenn Baugruppen für die aktuelle Serie der euro-Maus 3 gefertigt werden. Am Beispiel des Drehbocks der euro-Maus 3, an dem später der, mit 1200 mm großzügig bemessene, Drehkranz angeschraubt wird, möchten wir Ihnen den hochtechnologischen Fertigungsstandard bei der Herstellung von ROPA-Maschinen vorstellen. | |||||
| |||||
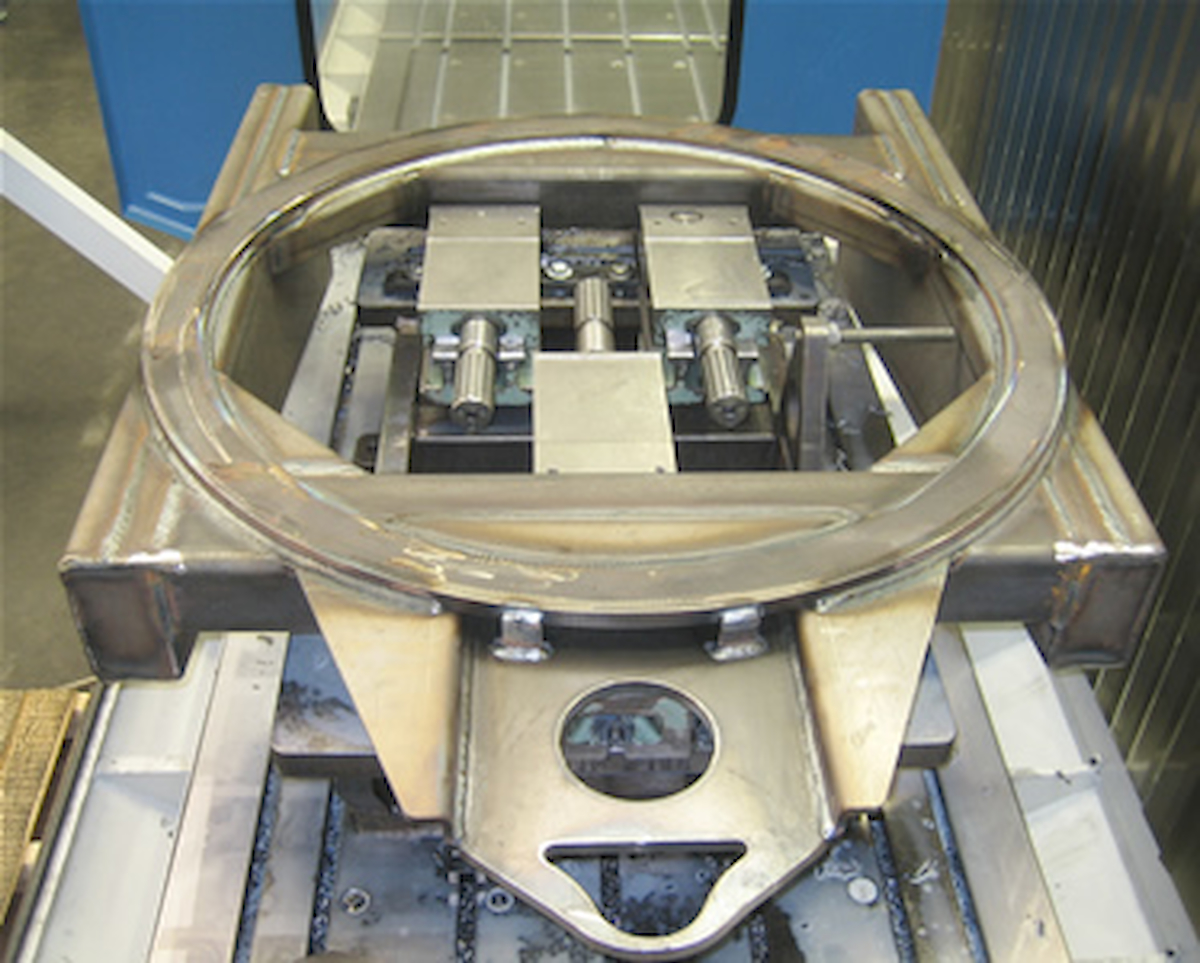
Vor der Metallbearbeitung - Drehbock der euro-Maus 3, eingespannt auf dem Bearbeitungstisch Zur ordnungsgemäßen Fixierung für die Spanbearbeitung wird der extrem robuste Drehbock mittels Präzisionsschraubstöcken auf dem Bearbeitungstisch aufgespannt. Der Anlagering, an welchem später die gehärtete Kugeldrehverbindung (Drehkranz) geschraubt wird, wurde bei der Konstruktion bewusst mit 2-3 mm Übermaß gefertigt. Grund hierfür ist, dass sich der Anlagering durch die Hitzeentwicklung während des Schweißvorgangs geringfügig verformen kann. Um jedoch eine exakt plane Anlagefläche zu erhalten wird der komplette Flanschring, mit einer extrem hohen Genauigkeit, von einem Bruchteil eines Millimeters, abgefräst. ->Nur so kann eine absolut passgenaue Anlage der Drehverbindung gewährleistet werden. |
| ||||
| |||||
Exaktes abfräsen des Flanschringes - Magazin bietet Platz für 60 Bearbeitungswerkzeuge Aus einem Magazin, mit Platz für 60 verschiedene Bearbeitungswerkzeuge, wählt die Maschine selbstständig den im Fertigungsprogramm festgelegten Fräskopf und setzt diesen in die Antriebsspindel (Nennleistung 45 kW) ein. | |||||
| |||||
Blick in das Automatikmagazin mit den Bearbeitungswerkzeugen Sämtliche Bearbeitungswerkzeuge bestehen aus hochgradig beständigen Materialien (Wida, Titan,..) und werden während des Bearbeitungsvorganges von außen und weitestgehend von innen gekühlt. | |||||
|
| ||||
Bohren der Löcher für die nachfolgende Gewindebohrung - Blick auf das Bedienpult mit Farbterminal Für die spätere Befestigung des Drehkranzes werden 56 Löcher, gleichmäßig verteilt über den Drehkranz, gebohrt. Nachfolgend werden in einem weiteren Arbeitsgang die Gewinde entsprechend dem Normmaß M 16 geschnitten. Der Programmablauf und die einzelnen Arbeitsschritte werden von unseren geschulten und gewissenhaften Mitarbeiten direkt am Terminal erfasst und programmiert.
| |||||
| |||||
Fertiggestelle Drehkranzkonsole (Drehbock) Nach einer Bearbeitungszeit ca. 55 Minuten ist der komplette Bearbeitungsvorgang abgeschlossen und die Drehbockkonsole kann wieder entnommen werden. Im weiteren folgt die Montage des Drehkranzes mit dem Stirnradantrieb, bevor die komplette Konsole mit dem Grundrahmen verbunden wird. | |||||
| |||||
Grundrahmen der euro-Maus 3 auf dem Weg zur Lackierung Vor der Lackierung wird der Grundrahmen mit einer Lauge behandelt, um Flugrost, Öl und Fett zu lösen, bevor in 2 Schichten erst eine 2-K-Rostschutzgrundierung sowie nachfolgend der 2-K-Lack im ROPA- Gelb aufgebracht wird. | |||||
 | |||||
Die euro-Maus 3 im Arbeitseinsatz - Überladeweite bis zu 13 m dank robuster Rahmenkonstruktion und Ausschwenken des Kraftstofftanks | |||||
| |||||